Prima di passare alla fase successiva dell'assemblaggio vi faccio una panoramica sui semilavorati.
Con il termine semilavorato si intende un prodotto intermedio che necessita di un'ulteriore lavorazione per essere commercializzato come prodotto finale. Nel nostro settore i vari semilavorati vengono prodotti in apposite postazioni con l'utilizzo di maschere specifiche perchè devono essere prodotti in lotti tutti perfettamente uguali. E' molto importante ottenere la massima precisione nella costruzione di questi prodotti perchè permettono la realizzazione del compattatore in modo pratico e veloce.
Di seguito alcuni esempi di semilavorati.

Sopra vedete una serie di travi porta rulli. Dopo la loro costruzione vengono posizionati su appositi cavalletti per permetterne il rapido accesso con carroponte per essere assemblati al compattatore.

Trave porta gancio. Anche questo semilavorato viene prodotto in lotti minimi di 10 pezzi e posizionato su appositi cavalletti che ne facilitano l'utilizzo. Molto importante in questo pezzo sono le saldature che devono essere fatte a regola d'arte perchè vengono applicati i ganci di carramento del compattatore.

Nelle ceste sopra sono ubicati i portelloni che vengono separati a seconda del tipo di apertura che possono avere e cioè meccanica (a mano) oppure idraulica (attraverso l'utilizzo di martinetti). Quelli che vedete nella foto sopra sono di tipo meccanico.

Come potete osservare il portellone idraulico è strutturalmente simile a quello meccanico con l'aggiunta delle cerniere di rotazione in alto, dei cilindri interni e dei tubi idraulici che portano l'olio ai martinetti.


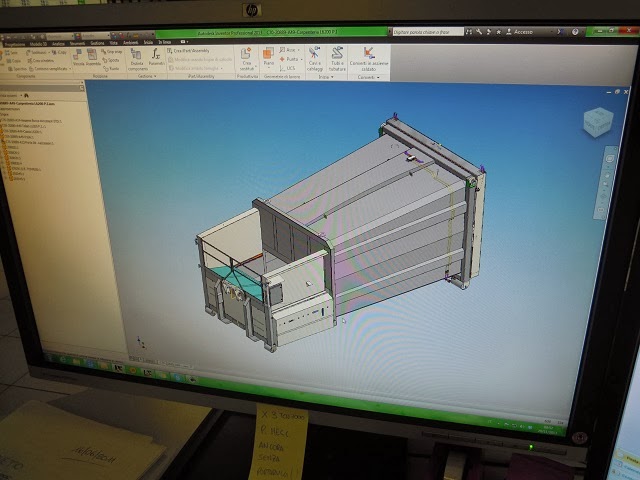
Qui siamo in una delle fasi finali della costruzione della nostra macchina ma volevo mostrarvi altri tre semilavorati che sono il serbatoio dell'olio, il kit poma/motore e il quadro elettrico. Questi tre elementi vengono pre assemblati e montati quasi contemporaneamente.

Prossimamente vedremo alcune fasi dell'assemblaggio sul compattatore di questi semilavorati per poi passare alla descrizione di alcune tipologie di queste macchine che quotidianamente, anche se non ci accorgiamo, ci aiutano nella salvaguardia del nostro territorio. Ovviamente in prima linea ci deve essere l'uomo che con la raccolta differenziata e non solo contribuisce al mantenimento dell'habitat che lo circonda. Sforziamoci tutti a differenziare perchè non ci costa niente in termini di tempo e denaro e aiuteremo l'ambiente, il Pianeta e tutte le specie che lo popolano perchè non siamo soli.